Горячеканальные системы для пресс-форм






Что такое безлитниковая форма?
Безлитниковая горячеканальная форма – это форма, в которой температура полимерного материала, подаваемого из термопластавтомата в полость, оформляющую изделие через распределительный канал, поддерживается на одном уровне в течение всего цикла.
Система безлитникового литья или «горячеканальная система» (ГКС) на самом деле является ничем иным, как удлинением форсунки (сопла) и выполняет функцию распределителя расплава для каждой полости в многоместной форме.
Одноместные (однополостные) формы имеют относительно простой и короткий конический распределительный канал. Затвердевший пластмассовый материал в этом канале называется вертикальным литником.
Распределительный канал в многоместной (многополостной) форме может иметь очень сложную конфигурацию, потому что он подает материал в разные полости. Затвердевший пластмассовый материал в этих каналах называется горизонтальным литником.
В безлитниковой форме горячие каналы и вертикальные литники находятся в разных плитах, изолированных от охлажденных полостей. Они не охлаждаются и не затвердевают и не выталкиваются с формованными изделиями, как в традиционных формах с необогреваемыми литниковыми каналами.
Зачем использовать системы безлитникового литья?
Безлитниковое формование с помощью горячеканальных систем имеет несколько преимуществ над традиционным холодноканальным (холоднолитниковым) формованием:
- Полное или частичное отсутствие литниковой системы
- Снижение расхода материала за счет ликвидации литниковой системы
- Снижение трудозатрат на переработку литников
- Уменьшение времени производства изделий за счет снижения времени цикла
- Увеличение рентабельности
- Снижение давления впрыска на ТПА
- Снижение усилия смыкания формы • Балансировка потока расплава
- Уменьшение массы деталей
- Улучшение качества изделий
- Снижение величины остаточных напряжений в детали
- Уменьшение размера утяжи
- Возможность управления каждой точкой впрыска в изделии отдельно, так называемое каскадное литьё или каскадный впрыск.
- Увеличение прочности изделия
- Снижение стоимости изделий.

Устранение горизонтальных и вертикальных литников и уменьшение количества бракованных изделий позволяет значительно экономить материал. Использование ГКС особенно важно, когда мы имеем многогнездную оснастку, а изделия - малые габариты, и их объем соизмерим с объемом литниковой системы. Вам не нужно перерабатывать литники и повторно пускать их в оборот, поэтому у вас нет проблем с примесями или ухудшением качества конечной продукции.
Одним из наиболее важных факторов применения ГКС является также и то, что некоторые изделия просто невозможно получить, используя обычную литниковую систему.
Одним из наиболее важных факторов применения ГКС является также и то, что некоторые изделия просто невозможно получить, используя обычную литниковую систему. К ним относятся, например, крупногабаритные изделия автомобильной промышленности: бампер, молдинг, панель управления. Для отливки таких изделий применяется запираемая горячеканальная система, благодаря которой происходит поэтапное заполнение формующей полости, для того что бы избежать линий спая при встрече потоков расплава. Данный прием называют каскадным впрыском.
Конечно, применение горячеканальной системы ГКС в конструкции пресс-форм приводит к удорожанию при изготовлении литьевой формы, за счет непосредственно горячеканальных компонентов и системы контроля и регулирования температуры.
Но при производстве большой серии изделий преимущества использования горячеканальных пресс-форм покрывают издержки.
- Система безлитникового литья значительно сложнее чем холоднолитниковая, и несколько дороже.
- Более высокое энергопотребление (если не учитывать расходы на переработку литников традиционных систем).
- Требуется более квалифицированный персонал при работе на таких формах.
- При неполадках в работе имеется опасность термического разложения материала.
- При остановки работы, для возобновления процесса необходимо некоторое время для прогрева материала во всей системе и выхода системы в штатный температурный режим.
- Требуется либо использование только первичного качественного сырья либо использование элементов дополнительной фильтрации расплава от попадания в него посторонних примесей.
Оценив и взвесив все вышеперечисленные плюсы и минусы можно прийти к выводу, что горячеканальные системы безлитникового формования позволяют производить пластмассовые изделия лучшего качества по более низкой цене.
Типы горячеканальных систем
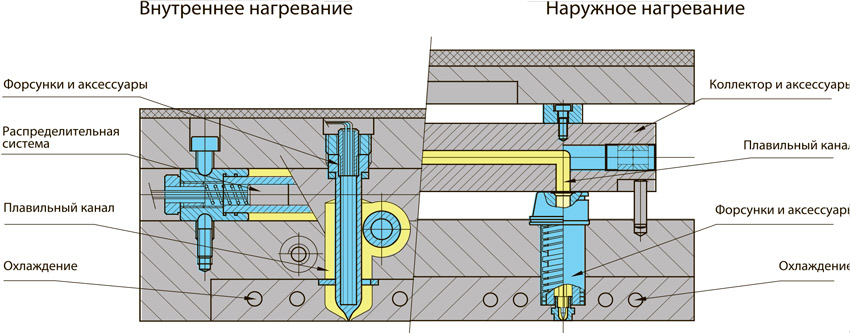
Одним из главных факторов, согласно которому можно разграничивать системы безлитникового формования, является способ нагрева коллекторов: наружный или внутренний, а также наличие или отсутствие системы запирания сопел, например, для каскадного литья / врыска.
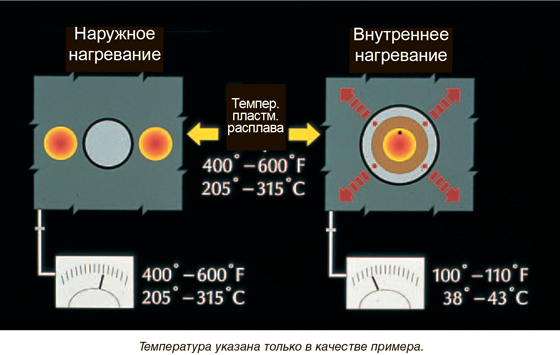
В системе с внутренним нагревом, нагреватель размещается непосредственно в плавильном канале. Это создает кольцевой поток в изолированном слое затвердевшего пластика, при этом полимер нагревается изнутри.
В системе с наружным нагреванием, наоборот, полимер нагревается извне и имеет потоковые каналы без ограничений. Коллектор также изолируется для уменьшения потерь тепла, которое переходит к окружающим плитам.
Что такое система с внутренним нагревом?
Система с внутренним нагревом типа «Cool-One»® состоит из стандартных, предварительно спроектированных компонентов, которые нагревают полимер изнутри при помощи распределительных трубок и щупов, которые располагаются по центру в отверстиях большего диаметра. Во время первоначального запуска конструкция системы позволяет иметь естественный изолирующий барьер из затвердевшего пластика, который образуется у наружной стенки проходных каналов, что обеспечивает значительную экономию электроэнергии. Система внутренним нагревом позволяет экономить до 75% энергозатрат по сравнению с горячеканальными системами с внешним нагревом.
Уплотнительные кольца не устанавливаются, так как система является самоуплотняющейся. Если изолирующий слой нарушается, этот участок заполняется порцией свежего пластика, который создает новое уплотнение без вмешательства человека. Поэтому такая система может эксплуатироваться месяцами и даже годами без дополнительной регулировки.
- Простая монолитная конструкция коллектора
- Снижение нагрузок нагревателя
- Уменьшение температуры поверхности формы
- Хорошая теплоизоляция
- Отсутствие тепловой деформации
- Более быстрый запуск
- Отсутствие вторичных операций
- Уменьшение продолжительности цикла
- 100% отсутствие утечек
- Экономия энергозатрат
- Экономия материала
- Сбалансированный поток в большинстве случаев
- Отсутствие формовочного напряжения в изделиях
- Использование меньшего количества охлаждающей среды для формы
- Меньшее количество операций по техническому обслуживанию
- Полностью собранная система с установленной проводкой
- Отсутствие теплового расширения блока
- Термопара сопла и коллектора
- Использование в формах с одной и многими полостями
- Меньшая цена по сравнению с системой с внешним нагревом
Что такое система с внешним нагревом?
Система с внешним нагревом типа «Hot-One»® состоит из отдельного стального блока, который называется коллектор (распределительный блок), внутри которого находятся распределительные каналы. Система эффективно нагревает расплав снаружи помощи нагревателей сопла (змеевиковых или залитых нагревателей) в форсунках и патронных или трубчатых нагревателей в коллекторе. В таком коллекторе при сборке устанавливается термоизоляция между формующей плитой (матрицей или обоймой матриц) и фланцевой плитой.
Система с внешним нагревом является системой полного цикла, по которой большие объемы материала направляются непосредственно в форсунку с одной или несколькими точками впрыска.
При помощи данной системы можно производить многогнёздные изделия с широким диапазоном размеров; особенно эта система подходит для очень чувствительных к сдвигу и наполненных материалов, а также при частой смене цвета материала.
- Оптимальная передача тепла
- Лучшее качество изделий
- Более короткие циклы
- Легкая смена материала и цвета
- Большой ассортимент форсунок и наконечников
- Экономия материала
- Отсутствие вторичных операций
- Отсутствие формовочного напряжения в изделиях
- Легко сменяемые нагреватели (нагреватель сопла, нагреватель коллектора и термопары, находятся в быстром доступе)
- Полностью собранная система с установленной проводкой
- Быстрая окупаемость
- Однородность температуры расплава
- Использование в одно- и многоместных пресс-формах
- Легко выполняемые схемы сбалансированного потока расплава
- Отлично подходит для технических и универсальных материалов
- Более равномерная температура во всей системе
- Больше подходит для смены цвета, по сравнению с системами с внутренним нагревом Больше подходит для быстроразлагаемых материалов, по сравнению с системами с внутренним нагревом
- Больше подходит для полимеров с высокой вязкости с наполнителями, по сравнению с системами с внутренним нагревом
- Меньший уровень сдвига материала, по сравнению с системами с внутренним нагревом
Выбор правильной системы
Хотя система с внешним нагревом не подходит для каждого материала, ее можно использовать для большого количества самых распространенных материалов.

При использовании такой системы следует особое внимание обратить на: изменение цвета, изменение материала, высокотемпературные конструкционные пластики, материалы с наполнителями, очень большие размеры впрыска и застаивание материала. Однако многие из этих проблем можно легко решить.
Система внешним нагревом, напротив, лучше работает с теплочувствительными пластиками, в ней можно производить изменение цвета и с ее помощью можно производить изделия различных размеров в многоместных формах. Особенно эта система подходит для чувствительных к сдвигу и наполненных материалов.
Наиболее простая конструкция ГКС с внешним обогревом состоит из одной горячеканальной втулки (форсунки) или одного многовпрыскового сопла и контроллера температуры.
Использование одной горячеканальной форсунки применяется в одноместных формах, а так же при использовании в так называемых полу-горячеканальных (комбинированных) системах. Полу-горячеканальная конструкция пресс-формы применяется при изготовлении многогнездной оснастки, когда размеры изделий и разводящая литниковая система имеют небольшой размер. В этом случае горячеканальная вставка заканчивается холодноканальным накопителем с впускными литниками. Для контроля температуры применяется однозонный регулятор температуры.
Использование данной конструкции - самый простой путь перейти к изготовлению горячеканальных форм.
Линейка систем безлитникового формования от компаний D-M-E и EMP приобрела популярность самой универсальной и легко обслуживаемой в индустрии пластмасс.
Самым сильным звеном в безлитниковой технологии D-M-E и EMP являются специалисты, которые составляют Группу прикладных разработчиков. Эта группа разработчиков форм и инженеров-эксплуатационников может помочь вам выбрать оптимальную систему безлитникового литья для ваших конкретных условий.
Для подбора системы заполните стандартный бланк и вышлите в наш адрес:
Помимо системных рекомендаций Группа прикладных разработчиков предоставит вам множество услуг, чтобы помочь вам достичь показателей высшего качества. D-M-E поставляет полностью собранные и укомплектованные проводкой пакетные системы со специальными кабельными пазами для защиты проводки, проверенные в электрической лаборатории перед отправкой. Это позволяет сократить продолжительность монтажа системы в машину и не повредить кабели.
Управление процессом безлитникового формования
Регулирование температуры является важным элементом любой горячеканальной системы. То есть, качество отлитого изделия напрямую зависит от эффективности регулирования температуры.

Для регулирования и контроля температуры в ГКС используются специальные приборы регулирования. Необходимая температура горячеканальной форсунки (сопла) достигается и регулируется путем подведения электричества требуемого напряжения к нагревателю сопла и нагревателям коллектора.
Чтобы достичь большей гибкости в работе, для каждой литьевой машины необходимо установить отдельный блок регулирования температуры.
Регуляторы температуры D-M-E специально разработаны для выполнения точного регулирования температуры. Термопара сопла и коллектора отслеживают температуру в режиме реального времени. Более детальная информация по температурным регуляторам D-M-E находится в отдельном каталоге.
Чтобы заказать контроллер, заполните стандартный бланк и вышлите в наш адрес: