Комплектация экструзионной линии для производства листов и панелей
В зависимости от требований производства линия может включать:
- одношнековый или двухшнековый экструдер;
- плоскощелевую экструзионную головку;
- трехвалковый каландр;
- систему охлаждения;
- устройство протяжки;
- систему контроля толщины листа;
- оборудование для продольной и поперечной резки;
- намотчик или укладчик листов;
- систему автоматического управления.
Конфигурация оборудования подбирается индивидуально с учетом типа перерабатываемого материала, ширины листа, толщины продукции и требуемой производительности.
Принцип работы экструзионной линии
Полимерное сырье подается в экструдер, где происходит его нагрев, плавление и гомогенизация. Полученный расплав поступает в плоскощелевую фильеру, формирующую непрерывное полотно заданной ширины.
После выхода из фильеры материал поступает на трехвалковый каландр, где осуществляется формирование толщины листа, охлаждение и получение необходимой структуры поверхности. В зависимости от конфигурации валов возможно производство гладких, матовых, текстурированных и декоративных листов.
После охлаждения материал проходит через систему протяжки и направляется на участок резки либо намотки, после чего готовая продукция поступает на складирование или дальнейшую переработку.
Технологические возможности оборудования
Современные экструзионные линии позволяют производить:
- гладкие пластиковые листы;
- вспененные листы ПВХ;
- строительные панели;
- декоративные панели;
- рекламные листовые материалы;
- упаковочные листы;
- многослойные листы;
- технические панели специального назначения.
Использование технологии коэкструзии позволяет получать многослойную продукцию с улучшенными механическими и эксплуатационными характеристиками.
Технические характеристики экструзионных линий
Основные параметры оборудования:
- производительность линии — от 100 до 1500 кг/ч;
- ширина листа — до 3000 мм и более;
- толщина продукции — от 0,2 до 30 мм;
- производство однослойных и многослойных материалов;
- автоматический контроль толщины листа;
- высокая точность регулировки параметров;
- возможность интеграции дополнительного оборудования.
Производство листов и панелей из различных полимеров
Современные экструзионные линии позволяют перерабатывать широкий спектр термопластичных материалов для получения продукции с различными эксплуатационными характеристиками.
Наиболее востребованными материалами являются:
- ПВХ (поливинилхлорид);
- ПЭТ (полиэтилентерефталат);
- ПП (полипропилен);
- ПС (полистирол);
- АБС-пластик;
- ПК (поликарбонат);
- ПММА (акрил, оргстекло);
- многослойные полимерные композиции.
В зависимости от используемого сырья оборудование позволяет производить прозрачные, матовые, ударопрочные, вспененные и декоративные листовые материалы для различных отраслей промышленности.
Производство многослойных листов методом коэкструзии
Экструзионные линии могут оснащаться дополнительными экструдерами для производства многослойных листов и панелей по технологии коэкструзии.
Данная технология позволяет:
- комбинировать различные полимерные материалы;
- улучшать механические характеристики продукции;
- повышать устойчивость к ультрафиолетовому излучению;
- снижать себестоимость изделий;
- получать декоративные поверхности с улучшенными эксплуатационными свойствами.
Многослойные листы широко используются в строительстве, рекламе, упаковочной индустрии и производстве технических изделий.
Дополнительное оборудование для производства листов и панелей
Для организации полноценного производства экструзионные линии могут комплектоваться вспомогательным оборудованием:
- автоматическими загрузчиками сырья;
- дозаторами и смесителями компонентов;
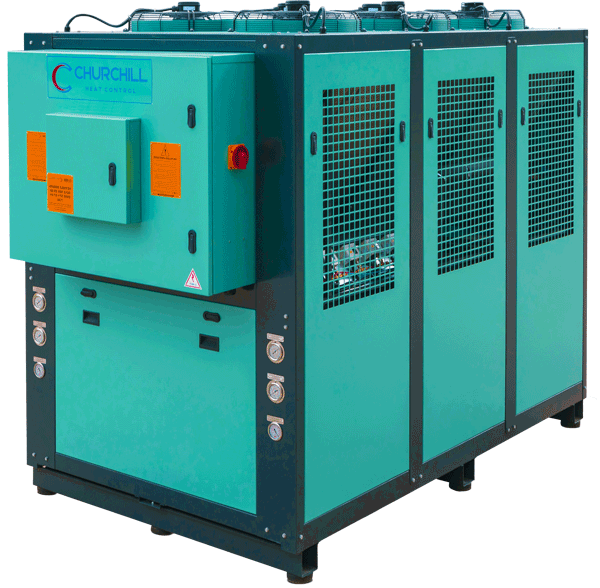
- чиллерами и системами охлаждения;
- термостатами;
- дробилками и шредерами;
- системами переработки отходов;
- оборудованием для упаковки готовой продукции;
- системами хранения и транспортировки сырья.
Комплексная автоматизация производственного участка позволяет повысить производительность, снизить эксплуатационные расходы и обеспечить стабильное качество выпускаемой продукции.
Области применения листов и панелей
Листовые и панельные материалы, изготовленные методом экструзии, широко применяются в различных сферах:
- строительстве и отделке;
- производстве наружной рекламы;
- упаковочной промышленности;
- автомобилестроении;
- мебельном производстве;
- электротехнической отрасли;
- изготовлении защитных экранов и перегородок;
- производстве технических изделий специального назначения.
Высокие эксплуатационные характеристики полимерных листов обеспечивают их востребованность во многих отраслях промышленности и строительства.
Производство листов ПВХ, ПЭТ, ПП и АБС
Экструзионные линии для производства листов позволяют перерабатывать различные виды термопластичных материалов в зависимости от назначения готовой продукции. Наиболее востребованными являются линии для производства листов ПВХ, ПЭТ, ПП, ПС и АБС-пластика.
Каждый материал обладает собственными эксплуатационными характеристиками:
-
листы ПВХ отличаются высокой жесткостью и устойчивостью к воздействию влаги;
-
листы ПЭТ широко используются в упаковочной промышленности;
-
листы ПП характеризуются химической стойкостью и низким весом;
-
листы АБС обладают высокой ударопрочностью и используются в технических изделиях;
-
листы ПК и ПММА применяются для производства прозрачных конструкций и рекламной продукции.
Современные экструзионные линии позволяют быстро переналаживать оборудование под различные материалы и обеспечивают стабильное качество готовой продукции.
Производство пластиковых панелей
Экструзионные линии для производства панелей позволяют выпускать широкий ассортимент продукции для строительной, отделочной и промышленной отрасли. В зависимости от конфигурации оборудования возможно производство стеновых и потолочных панелей, фасадных систем, декоративных облицовочных материалов, а также технических панелей специального назначения.
Современные линии обеспечивают стабильную геометрию изделий, высокое качество поверхности и точное соблюдение размеров готовой продукции. Использование автоматизированных систем управления позволяет поддерживать постоянные технологические параметры и минимизировать производственные потери.
Экструзионное оборудование для производства панелей может работать с ПВХ, ПП, АБС-пластиком и другими термопластичными материалами, обеспечивая выпуск продукции, соответствующей требованиям строительных и отраслевых стандартов.
Производительность и автоматизация производства листов
Производительность экструзионной линии для производства листов и панелей зависит от типа перерабатываемого материала, ширины и толщины продукции, конструкции экструдера и уровня автоматизации оборудования.
Современные экструзионные линии оснащаются автоматическими системами управления, которые обеспечивают:
- поддержание температуры по зонам экструдера;
- контроль давления расплава;
- автоматическую регулировку толщины листа;
- синхронизацию работы всех узлов линии;
- сохранение технологических рецептур;
- мониторинг параметров производства в режиме реального времени.
Высокий уровень автоматизации позволяет снизить количество брака, сократить расход сырья и обеспечить стабильное качество продукции при непрерывной эксплуатации оборудования.
Преимущества экструзионных линий для производства листов и панелей
- высокая производительность;
- стабильное качество продукции;
- точный контроль толщины листа;
- высокая степень автоматизации;
- энергоэффективность оборудования;
- возможность производства широкого ассортимента продукции;
- минимальные производственные отходы;
- надежность и длительный срок службы оборудования.
Купить экструзионную линию для производства листов и панелей
Компания «ВИВТЕХ» осуществляет поставку экструзионных линий для производства листов и панелей из ПВХ, ПЭТ, ПП, ПС, АБС, ПК, ПММА и других полимерных материалов по России и странам СНГ.
Мы предлагаем комплексные решения под ключ с учетом требуемой производительности, размеров продукции, используемого сырья и особенностей технологического процесса. В состав поставки могут входить экструдеры, каландры, системы охлаждения, оборудование для резки, намотки, автоматизации и вспомогательное оборудование.
Специалисты компании «ВИВТЕХ» помогут подобрать оптимальную конфигурацию линии, выполнят расчет производительности и подготовят техническое решение для организации эффективного производства листов и панелей.
Производство листов и панелей под ключ
Компания «ВИВТЕХ» предлагает комплексные решения для организации производства пластиковых листов и панелей. Мы обеспечиваем подбор оборудования, проектирование производственного участка, поставку, монтаж, пусконаладочные работы, обучение персонала и сервисное сопровождение.
Наши специалисты помогут подобрать оптимальную экструзионную линию для производства листов и панелей с учетом используемого сырья, требуемой производительности и особенностей выпускаемой продукции.