Пластиковые изделия используются во многих отраслях промышленности. Их производство методом литья под давлением постоянно развивается и усовершенствуется. Кроме термопластавтоматов в этой технологии одним из основных составляющих, которое влияет на качество конечного изделия, а также производительность, является пресс-форма. Существует широкий спектр вариантов конструкции пресс-форм в зависимости от ваших требований и финансовых возможностей. Проще говоря, у Вас есть выбор между традиционными хладоканальными пресс-формами и более технологичными - с системой безлитникового горячеканального впрыска. Каждый вариант имеет свои уникальные плюсы и минусы, поэтому, при выборе и проектировании пресс-формы, можно повлиять на производительность и прибыльность Вашего проекта. Компания «ВИВТЕХ» совместно с Итальянским производителем горячеканальных систем «E.M.P.» с радостью поможет Вам в этом нелёгком опросе.
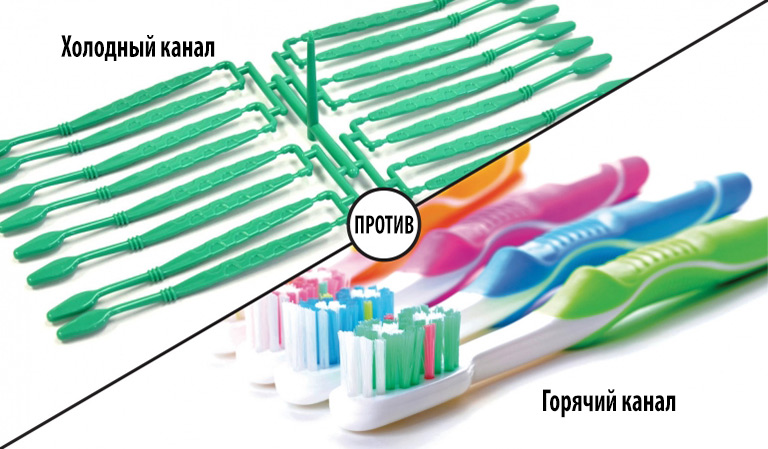
Давайте разберем, в чём разница между пресс-формами с холодным каналом и горячеканальной системой:
Система пресс-форм с холодным каналом (необогреваемый литник).

Пример отходов при литье на холодноканальных пресс-формах
В хладоканальной форме, расплавленный полимер впрыскивается в литниковый канал и распределяется по формообразующим полостям, затем происходит охлаждение детали вместе с разводящей системой литниковых каналов.
Пресс-формы с холодным каналом, безусловно, более экономичны в изготовлении и их легче обслуживать, однако они имеют несколько основных недостатков, по сравнению с горячеканальными:
- Более длительное время цикла (более долгий процесс охлаждения детали);
- Создает отходы (отрезной литник, который требует дальнейшей переработки или утилизации);
- Требуется дополнительное оборудование (робототехника, шлифовальные станки, кусачки и рабочая сила для удаления литника);
- Вторичные операции (удаление холодных литников, повторное шлифование, что в свою очередь ведет к увеличению количества брака и повышению себестоимости изделия).
Почему выбирают пресс-форму с горячеканальной системой (ГКС)
Преимущества горячеканальной системы для пресс-форм
- Несмотря на то, что пресс-формы с ГКС часто требуют больших финансовых затрат и дополнительное обслуживание, их более эффективная конструкция и возможности могут легко обеспечить возврат этих инвестиций.
- Горячеканальная форма позволяет существенно сократить расход пластмассового сырья за счет отсутствия литников (в некоторых случаях отходы отсутствуют вообще)
- Имеет время цикла литья короче, потребляет меньше энергии, улучшает качество точки впрыска.
- Процесс литья на горячеканальной пресс-форме не требует вспомогательного оборудования и ручного труда для обработки, обрезки или переточки остаточного литника.
Потраченный впустую пластик и энергия
В зависимости от конструкции детали и пресс-формы, холодный литник может составлять от 50% до 250% от массы детали, при этом добавление вторичного материала обычно достигает 15% от общей массы. При вторичном использовании материала (дроблёнки) физико-механические свойства изделия снижаются, добавляется процесс дозирования и смешивания на миксерах для пластмасс.
Для некоторых производств отходы не приемлемы. Например, медицинский рынок категорически не может использовать вторично переработанный полимер, так что вся система холодного канала будет утилизирована. Применение хладоканальной пресс-формы способствует увеличению потребления энергии, затрачиваемой на дополнительное термостатирование на водяном или масляном термостате для пресс-форм и использование оборудования для измельчения отходов на дробилках для пластика.
Для многих случаев, потраченный впустую пластик может удвоить стоимость изделия.
Время цикла
Время цикла литья в основном определяется временем охлаждением детали, а время охлаждения определяется толщиной стенки изделия или толщиной хладоканального литника. Даже оптимизированный холодный канал имеет время цикла на 50-100% больше, чем горячеканальная система.
Горячеканальные системы пресс-форм обеспечивают производительность выше благодаря значительному сокращению продолжительности технологического цикла литья на термопластавтоматах.
Затраты на оплату труда
Расходы на холодноканальную пресс-форму включают обработку конечного изделия, переработку литников, повторное смешивание дробленки или утилизацию. Изделия с литниковой системой подвержены случайным застреванием литника в пресс-формах, которые нарушают общую работу и понижают производительность. Техническое обслуживание оборудования также требуется на всех вышеперечисленных этапах.
Горячеканальные пресс-формы высоко автоматизированы и идеально подходят для планового профилактического обслуживания. Остановки работы возможны при неисправных нагревателях или термопарах, но в зависимости от производителя горячеканальной системы эти прерывания могут быть минимальными.
Примеры реализованных проектов с помощью горячеканальных систем EMP
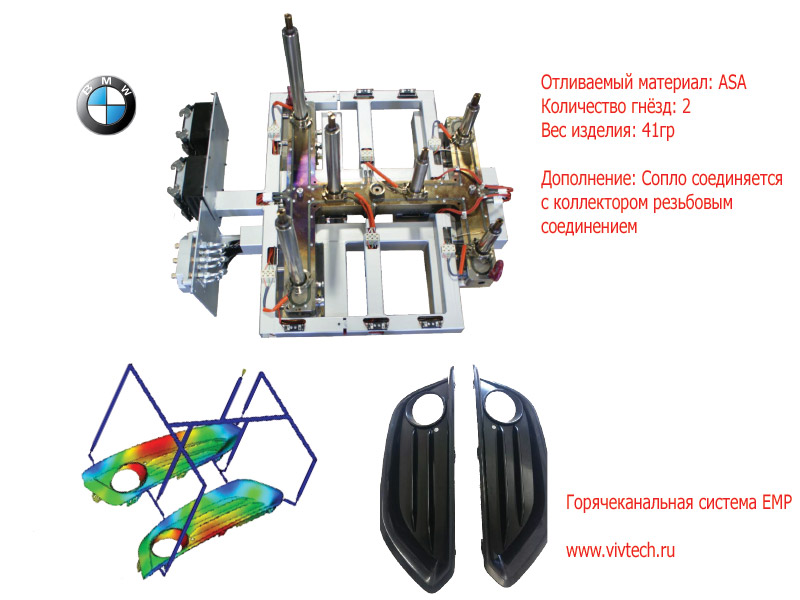
Деталь автомобиля BMW
Отливаемый материал: ASA
Количество гнёзд: 2
Вес изделия: 41гр
Сопло соединяется с коллектором резьбовым соединением
Медицинское изделие пробирка микроцентрифужная
эппендорфа VIVACON 2
Отливаемый материал: PP
Количество гнёзд: 8
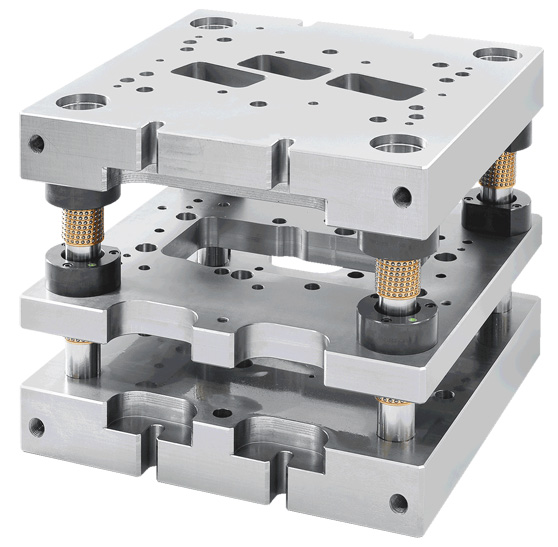
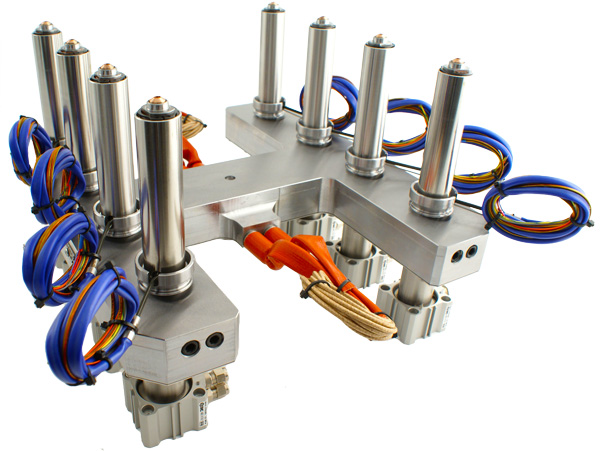
Горячеканальная половина HOT HALF
Техническое изделие Клемный блок
Отливаемый материал: PBT
Количество гнёзд: 1
Боковой впрыск в изделие
Крышка для упаковки
Отливаемый материал: PP
Диаметр изделия: 63мм
Количество гнёзд: 8
Горячеканальная половина HOT HALF
Деталь автомобиля
Отливаемый материал: PP
Вес детали: 760 см3
Количество точек впрыска: 5
Электрическая панель с LED индикацией
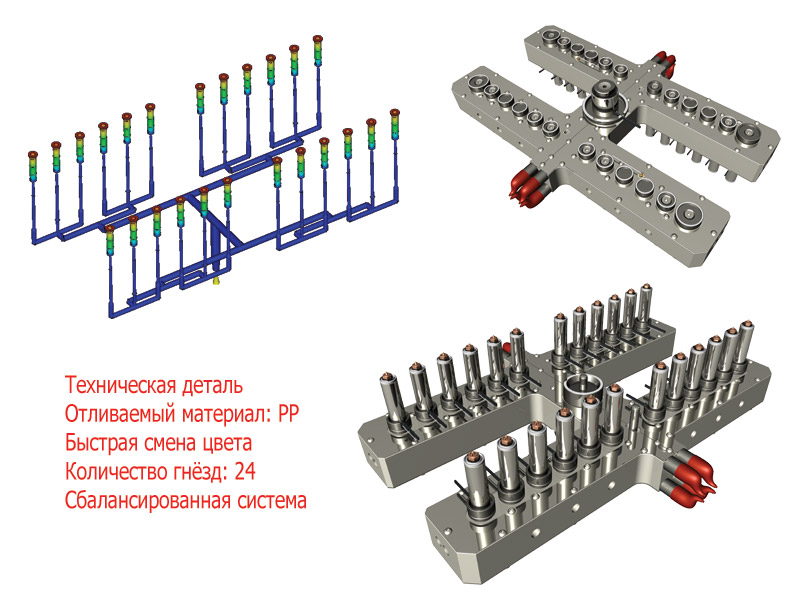
Техническая деталь
Отливаемый материал: PP
Быстрая смена цвета
Количество гнёзд: 24
Сбалансированная система


















")
 горячеканальной системы")